















 Spedizione gratuita* in 24 ore se disponibile a magazzino
Spedizione gratuita* in 24 ore se disponibile a magazzino














Saldatrice TIG AC/DC con carrello e gas, fornita con bombola ricaricabile 14 L Argon (carica a 200 bar) riduttore di pressione 30 L/min. con flussometro specifico per saldatura TIG e carrello.
Caratteristiche generali
La saldatrice TIG HUGONG NVT 233 TIG AC/DC è idonea per saldatura ad elettrodo MMA e TIG in corrente continua DC ed alternata AC con innesco ad alta frequenza HF. Il pannello digitale, dotato di ampio display a colori HD da 5 pollici, consente di accedere a tutte le regolazioni per l’ottimizzazione del processo TIG. La corrente di uscita sia continua che alternata permette di saldare efficacemente tutti i metalli, quindi anche l’alluminio e le sue leghe. Inoltre, essendo provvista di dispositivo PFC, NVT 233 TIG AC/DC consente senz’altro di ridurre l’assorbimento di corrente elettrica e può essere collegata a prese monofase 230V-16A senza provocare l’intervento dei fusibili di rete. Dotata di supporto avvolgicavo e tre pratiche maniglie per un trasporto facile e sicuro.
Caratteristiche in evidenza TIG:
– impostazioni completa di tutti i parametri del ciclo TIG, ovvero: pre-gas, post-gas, corrente di innesco, rampe corrente, corrente di saldatura, balance e offset in TIG AC;
– saldatura in corrente pulsata con impostazione della corrente di picco desiderata e del suo ciclo di lavoro, della frequenza delle pulsazioni e della corrente di base;
– 4 diverse forme d’onda in AC: quadrata, sinosuidale, quadrata “soft”, triangolare;
– saldatura in modalità 2T/4T/Spot;
– torcia TIG 26 con pulsante e potenziometro, rivestimento tratto finale in morbida pelle (pertanto molto maneggevole);
– memoria programmi di saldatura: può essere utile in effetti registrare i parametri delle lavorazioni ricorrenti.
Caratteristiche in evidenza MMA:
– VRD sistema di riduzione della tensione; il VRD abbassa la tensione a circuito aperto quando l’elettrodo non è in contatto con il pezzo da saldare. Questo riduce il rischio di scosse elettriche accidentali, specialmente in ambienti umidi o con superfici conduttive;
– HOT START ed ARC FORCE regolabili dall’operatore, quindi adattabili anche agli elettrodi più “duri”.
Parametri MMA regolabili:
– HOT START, incremento della corrente di saldatura al momento dell’innesco, facilita l’accensione dell’arco;
– ARC FORCE, incremento dinamico della corrente di saldatura quando l’arco diventa troppo corto. Previene l’incollatura dell’elettrodo al pezzo da saldare.
Parametri TIG regolabili:
– AC-DC, impostazione saldatura in corrente continua DC (= Direct Current) oppure con corrente alternata AC (= Alternating Current);
– Modalità di innesco, ![]()
 Lift: l’elettrodo tocca il pezzo e poi si solleva leggermente, il circuito rileva il contatto e genera l’arco. Evita interferenze elettromagnetiche (utile in ambienti con elettronica sensibile). HF (High Frequency – Alta Frequenza): genera un’alta tensione che ionizza l’aria, l’arco si accende senza toccare il pezzo. Nessun rischio di contaminazione del tungsteno.
Lift: l’elettrodo tocca il pezzo e poi si solleva leggermente, il circuito rileva il contatto e genera l’arco. Evita interferenze elettromagnetiche (utile in ambienti con elettronica sensibile). HF (High Frequency – Alta Frequenza): genera un’alta tensione che ionizza l’aria, l’arco si accende senza toccare il pezzo. Nessun rischio di contaminazione del tungsteno.
![]()
![]()
 – 2T/4T e puntatura, modalità di funzionamento del pulsante torcia: in 2T il pulsante deve essere tenuto premuto durante la saldatura, in 4T si preme il pulsante per iniziare a saldare, si salda con il pulsante rilasciato, si preme di nuovo per interrompere la saldatura. In modalità puntatura è possibile impostare il tempo di saldatura da 0,1 a 20 secondi.
– 2T/4T e puntatura, modalità di funzionamento del pulsante torcia: in 2T il pulsante deve essere tenuto premuto durante la saldatura, in 4T si preme il pulsante per iniziare a saldare, si salda con il pulsante rilasciato, si preme di nuovo per interrompere la saldatura. In modalità puntatura è possibile impostare il tempo di saldatura da 0,1 a 20 secondi.
![]() – Selezione corrente pulsata o non pulsata, range di frequenza pulsazione: 0,5 – 20Hz (AC), 0,5 – 200Hz (DC);
– Selezione corrente pulsata o non pulsata, range di frequenza pulsazione: 0,5 – 20Hz (AC), 0,5 – 200Hz (DC);
 – Pre-Gas, tempo di emissione del gas precedente l’innesco dell’arco di saldatura. Questa regolazione è necessaria quando si devono fare dei punti di fissaggio oppure quando si deve saldare in posizioni difficili da raggiungere e che necessitino di un’atmosfera inerte prima di accendere l’arco elettrico. L’aumento del valore crea un ambiente inerte eliminando le impurità a inizio saldatura;
– Pre-Gas, tempo di emissione del gas precedente l’innesco dell’arco di saldatura. Questa regolazione è necessaria quando si devono fare dei punti di fissaggio oppure quando si deve saldare in posizioni difficili da raggiungere e che necessitino di un’atmosfera inerte prima di accendere l’arco elettrico. L’aumento del valore crea un ambiente inerte eliminando le impurità a inizio saldatura;
![]() – Ignition Current, regolazione della corrente di innesco;
– Ignition Current, regolazione della corrente di innesco;
![]() – Up Slope/Rampa di salita, tempo in cui la corrente varia da quella di innesco a quella di saldatura;
– Up Slope/Rampa di salita, tempo in cui la corrente varia da quella di innesco a quella di saldatura;
![]() – Welding Current, regolazione della corrente di saldatura;
– Welding Current, regolazione della corrente di saldatura;
![]() – Down Slope/Rampa di discesa, tempo in cui la corrente varia da quella di saldatura fino al valore di spegnimento. Evita la formazione del «cratere» al termine del cordone;
– Down Slope/Rampa di discesa, tempo in cui la corrente varia da quella di saldatura fino al valore di spegnimento. Evita la formazione del «cratere» al termine del cordone;
![]() – Crater Current, regolazione della corrente finale di saldatura, riempimento cratere;
– Crater Current, regolazione della corrente finale di saldatura, riempimento cratere;
 – Post-Gas, tempo di emissione del gas successivamente allo spegnimento dell’arco di saldatura. Serve a proteggere il bagno fuso fino alla completa solidificazione, ed è molto importante per proteggere l’elettrodo di tungsteno durante il raffreddamento evitando ossidazione e bruciatura: impostare una durata di almeno 3s.
– Post-Gas, tempo di emissione del gas successivamente allo spegnimento dell’arco di saldatura. Serve a proteggere il bagno fuso fino alla completa solidificazione, ed è molto importante per proteggere l’elettrodo di tungsteno durante il raffreddamento evitando ossidazione e bruciatura: impostare una durata di almeno 3s.
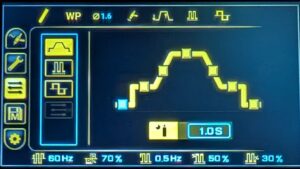
Parametri TIG regolabili solo in corrente alternata AC:
![]()
![]() – Selezione della punta del tungsteno, appuntita con estremità smussata (per saldatura in corrente AC bilanciata) oppure sferica;
– Selezione della punta del tungsteno, appuntita con estremità smussata (per saldatura in corrente AC bilanciata) oppure sferica;
– Selezione del tipo di tungsteno: WP, WL, WC;
 – Selezione del diametro del tungsteno: 1,6 – 2,4 – 3,2 mm;
– Selezione del diametro del tungsteno: 1,6 – 2,4 – 3,2 mm;
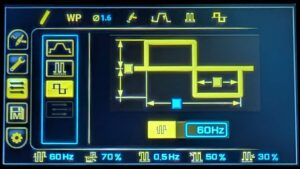
![]() – AC-Frequency, regolazione della frequenza della corrente alternata;
– AC-Frequency, regolazione della frequenza della corrente alternata;
![]() – AC-Balance, il parametro determina il rapporto tra il tempo di onda negativa rispetto all’onda positiva, ovvero tra fase di fusione e fase di pulizia durante la saldatura TIG AC. Aumentando la fase di fusione si ottiene maggiore penetrazione della saldatura, ma minore pulizia del cordone. +5 corrisponde a massima pulizia, -5 a massima penetrazione;
– AC-Balance, il parametro determina il rapporto tra il tempo di onda negativa rispetto all’onda positiva, ovvero tra fase di fusione e fase di pulizia durante la saldatura TIG AC. Aumentando la fase di fusione si ottiene maggiore penetrazione della saldatura, ma minore pulizia del cordone. +5 corrisponde a massima pulizia, -5 a massima penetrazione;
![]() – Offset AC regolabile: possibilità di regolare l’intensità della corrente nelle due semionde (positiva e negativa).
– Offset AC regolabile: possibilità di regolare l’intensità della corrente nelle due semionde (positiva e negativa).
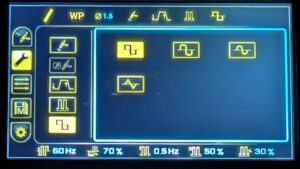
![]()
![]()
![]()
![]()
– Forme d’onda in AC: quadrata, sinosuidale, quadrata “soft”, triangolare;
Parametri TIG regolabili solo in corrente pulsata:

![]()
– Peak Current, regolazione della corrente di picco;
![]() – Base Current, regolazione della corrente di base;
– Base Current, regolazione della corrente di base;
![]() – Pulse Ratio, percentuale temporale di lavoro della corrente di picco rispetto alla durata del ciclo completo di pulsazione;
– Pulse Ratio, percentuale temporale di lavoro della corrente di picco rispetto alla durata del ciclo completo di pulsazione;
![]() – Frequency, regolazione della frequenza di pulsazione.
– Frequency, regolazione della frequenza di pulsazione.









































0 RECENSIONI
Ancora non ci sono recensioni.